Riedėjimo guoliai yra plačiai naudojami standartizuoti komponentai, skirstomi į penkias tikslumo klases: 0, 6, 5, 4 ir 2, kur 0 žymi mažiausią tikslumą, o 2 - didžiausią. Guolio tikslumo klasė parenkama atsižvelgiant į junginio riedėjimo tikslumo ir mechanizmo darbo sąlygų reikalavimus. Guolio jungiamieji paviršiai gaminami su tam tikromis tolerancijomis, o reikiami sujungimai pasiekiami atitinkamai apdirbant veleną ir korpuso skylę, kurioje bus montuojamas guolis.

Sujungimo parinkimas priklauso nuo guolio žiedo apkrovimo pobūdžio, kuris gali būti trijų tipų: vietinis, cirkuliacinis ir svyruoklinis. Vietinis apkrovimas įvyksta, kai pastovaus dydžio jėga spaudžia tą pačią žiedo dalį, pavyzdžiui, tarp staklių ar tarp alkūninio veleno ir smagračio.


Renkantis sujungimą, būtina nustatyti apkrovimo pobūdį. Pavyzdžiui, jei sukasi velenas, o veikianti jėga yra pastovaus dydžio ir krypties, vidinis žiedas patiria cirkuliacinį apkrovimą, o išorinis - vietinį. Jei sukasi korpusas, o jėga pastovi, vidinis žiedas patiria vietinį apkrovimą, o išorinis - cirkuliacinį. Žiedas, gaunantis cirkuliacinį apkrovimą, su detale jungiamas su įvarža, o žiedas, gaunantis vietinį apkrovimą, - su tarpu. Vienas iš žiedų montuojamas su tarpu, kad jis galėtų prasisukti ir pakeisti dilimo dėvėtą rutuliukų bėgimo takelio ruožą. Žiedų jungimas su įvaržomis ir tarpais palengvina guolių montavimą ir apsaugo juos nuo riedėjimo kūnų užsikirtimo, ypač kai tarp veleno ir korpuso darbo metu susidaro temperatūrų skirtumas. Svarbu parinkti sujungimą taip, kad besisukantis žiedas būtų montuojamas su įvarža.
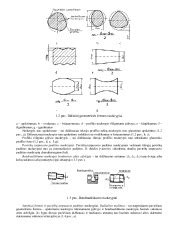
Guolio darbingumas priklauso nuo tarpo tarp riedėjimo kūnų ir žiedų dydžio. Radialinis tarpas yra suminis tarp sukimosi kūnų ir riedėjimo takelių pjūvyje, statmename sukimosi ašiai. Jis apskaičiuojamas pagal formulę: G = D1 - (D2 - 2dr), kur D1 - vidinio žiedo riedėjimo takelio skersmuo, D2 - išorinio žiedo riedėjimo takelio skersmuo, o dr - riedėjimo kūno skersmuo. Montavimo metu gaunamas darbinis radialinis tarpas G, kuris bus mažesnis už pradinį radialinį tarpą dėl žiedų deformacijos. Darbinio radialinio tarpo dydžiui įtakos turi žiedo temperatūrinė deformacija kontakto vietoje tarp riedėjimo kūnų ir bėgimo takelių.
Žiedui su cirkuliaciniu apkrovimu sujungimas parenkamas pagal apkrovimo intensyvumą arba pagal skaičiuojamą mažiausią reikiamą įvaržą tarp žiedo ir jungiamos detalės. Apkrovimo intensyvumas (P) apskaičiuojamas pagal formulę: P = Fr / (b * k1 * k2 * k3), kur Fr - radialinė apkrova į guolį, b - darbinis sujungimo plotis (b = B - 2*r, kur B - guolio žiedų užapvalinimo spinduliai), k1 - dinaminis sujungimo koeficientas, priklausantis nuo apkrovimo pobūdžio, k2 - koeficientas, įvertinantis sujungimo įvaržos susilpnėjimą esant tuščiaviduriam velenui arba plonasieniui korpusui (kai velenas masyvus, k2 = 1), o k3 - koeficientas, įvertinantis netolygų radialinio apkrovimo pasiskirstymą, veikiant ir ašinei jėgai (Fa). Koeficiento k3 reikšmė priklauso nuo santykio Fa / Fr * ctg(α), kur α - kontaktinis kampas, nurodomas guolių matmenų lentelėse.
Kai sudėtinga tiksliai nustatyti dinaminį koeficientą k1, sujungimą galima parinkti apskaičiavus mažiausią reikiamą įvaržą tarp apkrauto žiedo ir jungiamos detalės. Minimali įvarža skaičiuojama pagal formulę: Nmin = 13 * Fr * N' / 10^5 * (B - 2*r), kur N' - koeficientas, priklausantis nuo guolių serijos. Maksimali sujungimo įvarža negali būti didesnė už leistiną, kad nuo įvaržos nesutrūktų žiedai. Leistina jėga lygi: [N] = 11,4 * [σ] * N' * d / (2 * (N' - 1) * 10^5), kur [σ] - leistinas įtempimas tempimui, parenkamas iš lentelės.
Nuokrypių klasifikavimas
Analizuojant detalių tikslumą, išskiriami nominalūs, idealūs paviršiai be formų ir matmenų nuokrypių, kurių forma nurodyta brėžinyje, ir realūs arba tikrieji paviršiai. Realūs paviršiai gaunami gaminant detales ir eksploatuojant mašinas. Nominali paviršiaus padėtis nustatoma pagal nominalius matmenis tarp jų ir bazių arba tarp nagrinėjamų paviršių, jei bazės nenurodytos. Bazė yra paviršius arba paviršių junginys, atliekantis bazavimo funkciją. Bazė taip pat gali būti ašis, taškas, priklausantis gaminiui ir naudojamas bazavimui.

Realūs paviršiai ir profiliai skiriasi nuo nominalių dydžių. Dėl nuokrypių matmenys skirtingose detalės pjūviuose skiriasi vienas nuo kito.
Nuokrypių normavimas
Norint pagaminti optimalios kokybės gaminį, būtina normuoti ir kontroliuoti linijinių ir kampinių matmenų, formos ir paviršių tarpusavio padėties tikslumą, detalių banguotumą, paviršiaus šiurkštumą. Formos ir paviršių tarpusavio padėties nuokrypių normavimas ir kiekybinis įvertinimas pagrįstas glaudžiųjų tiesių paviršių ir profilių principu. Glaudžioji tiesė yra tiesė, liečianti realų profilį taip, kad nuokrypis nuo labiausiai nutolusio realaus profilio taško normavimo ribose būtų minimalus. Glaudusis apskritimas yra minimalaus skersmens apskritimas, apibrėžtas arba maksimalaus skersmens įrašytas į realų profilį. Glaudžioji plokštuma - plokštuma, liečianti realią plokštumą taip, kad labiausiai nutolę realios plokštumos taškai normavimo ribose turėtų minimalią reikšmę. Glaudusis cilindras yra minimalaus skersmens aprašytas arba maksimalaus skersmens cilindras, įrašytas į realių vidurių paviršių. Glaudieji paviršiai ir profiliai atitinka detalių jungimo sąlygas su nuliniu tarpu. Kokybiškos formos paviršių tarpusavio padėties nuokrypiai įvertinami didžiausiu atstumu nuo realaus paviršiaus taškų iki glaudžiojo paviršiaus normalės kryptimi. Formos nuokrypiai ir tolerancijos: Apskritumas - tai didžiausias atstumas nuo realaus profilio taškų iki glaudžiojo apskritimo. Apskritimo tolerancija „T“ yra didžiausias leistinas nuokrypis nuo apskritimo. Formos apskritimo nuokrypis atskirais atvejais gali būti: 1) ovališkumas - skirtumas tarp didžiausio ir mažiausio skersmens Δ = (dmax - dmin) / 2; 2) briaunotumas - formos nuokrypis nuo apskritimo, kai skerspjūvio kontūras apytiksliai sudaro taisyklingą daugiakampį. Išilginiame pjūvyje būdingas formos nuokrypis - cilindriškumas - tai realaus paviršiaus taškų didžiausias atstumas iki glaudžiojo cilindro normavimo ilgyje. Išilginio profilio pjūvio nuokrypiai yra: išgaubtumas, kūgiškumas ir išlinkimas. Detalėms su plokščiais jungiamaisiais paviršiais tikslumą įvertinti naudojamos sąvokos: 1) tiesumas - tikrinamojo paviršiaus nukrypimas nuo tiesės, matuojant paviršių statmenoje plokštumoje; 2) plokštumas - didžiausias nukrypimas nuo tiesumo, matuojant bet kuria tikrinamojo paviršiaus kryptimi. Plokštumos atskiri atvejai: išgaubtumas, įgaubtumas. Paviršių padėties nuokrypiu vadinamas realios padėties nuokrypis nuo nominalios padėties. Plokštumų lygiagretumu vadinamas mažiausias atstumo skirtumas tarp realios plokštumos taškų ir glaudžiosios plokštumos normavimo ilgyje. Plokštumos lygiagretumo tolerancijos laukas vadinamas sritimi erdvėje, apribota 2 lygiagrečių plokštumų, nutolusių viena nuo kitos atstumu, lygiu tolerancijai. Ašiškumo nuokrypis - didžiausias atstumas tarp nagrinėjamo sukimosi paviršiaus ašies ir bendru atveju kreivės sukimosi ašies normavimo ilgyje. Simetriškumo nuokrypis - didžiausias atstumas tarp simetrijos plokštumos ir bazinės simetrijos plokštumos normavimo ribose.

Suminiai nuokrypiai ir tolerancijos
Radialinis paviršiaus mušimas bazinės ašies atžvilgiu yra suminių padėties ir formos nuokrypių rezultatas. Radialusis mušimas išreiškiamas didžiausiu prietaiso parodymų skirtumu detalei apsisukus 1 kartą. Atveju, kada yra tik „e“ vektoriaus kitimas, pasisukus kampu, vyksta pagal priklausomybę: Ψx = Ψ + e sin(ωt). Radialusis mušimas šiuo atveju bus 2e.

Priklausomos ir nepriklausomos tolerancijos: Priklausoma tolerancija yra kintama padėties arba formos tolerancija, kurios minimali reikšmė nurodoma brėžinyje ir kurios dydį galima padidinti iki reikšmės, atitinkančios detalės paviršiaus tikrojo matmens nuokrypį. Priklausomos tolerancijos nurodomos atvejais, kada reikia užtikrinti detalių surenkamumą, kurios vienu metu jungiamos keliais paviršiais su užduotais tarpais arba įvaržomos. Nepriklausoma tolerancija yra tokia, kurios skaitmeninė reikšmė pastovi visoms detalėms, gaminamoms pagal duotą brėžinį, ir nepriklauso nuo nagrinėjamų paviršių tikrųjų matmenų.
Tolerancijų skaitmeninės reikšmės: Kiekvienai formos ir paviršių padėties tolerancijos rūšiai numatyta 16 tikslumo laipsnių. Priklausomai nuo santykio tarp matmens ir formos tolerancijos arba paviršių padėties, numatyti geometrinio tikslumo lygmenys. Jų yra 3: A - normalus santykinis geometrinis tikslumas. Šiam lygiui formos arba paviršių padėties tolerancijos apytiksliai sudaro 60% matmens tolerancijos. B - padidintas santykinis geometrinis tikslumas. Jam formos arba paviršių padėties tolerancijos apytiksliai sudaro 40% matmens tolerancijos. C - aukštas santykinis geometrinis tikslumas. Šiam lygiui formos arba paviršių padėties tolerancijos apytiksliai sudaro 25% matmens tolerancijos. Cilindrinių paviršių formos tolerancijos, atitinkančios lygius A, B, C, apytiksliai sudaro 30%, 20%, 12% matmens tolerancijos. Tai yra todėl, kad formos tolerancija riboja spindulio nuokrypį, o matmens tolerancija riboja paviršiaus skersmens nuokrypį. Formos ir paviršių padėties tolerancijos gali būti ribojamos matmens tolerancijos lauku.
Tvirtinimo skylių, ašių, padėties tolerancijos: Šios tolerancijos nurodomos vienu iš dviejų būdų: 1) skylių ašių pozicinės tolerancijos; 2) ribiniais matmenų nuokrypiais, koordinuojančiais skylių ašis. Pozicinė tolerancija yra didžiausia leistina atstumo reikšmė tarp realios skylių ašių padėties ir nominalios padėties. Šis būdas pranašesnis tais atvejais, kada detalėje yra daugiau nei 2 skylės.
Paviršiaus banguotumas ir šiurkštumas: Tai periodiškai pasikartojantys nelygumai detalės paviršiuje. Skirtingai nuo formos nuokrypių, banguotumas ir šiurkštumas apibrėžiamas santykiu tarp nelygumo žingsnio ir nelygumų aukščio. (Sw) - banguotumo nelygumo žingsnis. (Wz) - šiurkštumo aukštis. Kai santykis tarp žingsnio ir aukščio yra iki 40 - tai šiurkštumas, 40-100 - banguotumas, virš 1000 - formos nuokrypis. Banguotumo aukštis yra 5 reikšmių aritmetinis vidurkis matavimo ilgyje: Wz = 1/5 * (W1 + W2 + W3 + W4 + W5). Skaitmeninės reikšmės parenkamos iš eilės nuo 0,1 iki 200. Vidutinis banguotumo žingsnis Sw = 1/n * ΣSwi. Bangų ir šiurkštumo parametrai reglamentuojami standartu.
Pagrindiniai šiurkštumo parametrai:
- l - bazinis ilgis
- Ra - vidutinis aritmetinis vidurkis
- Rz - mikronelygumų aukštis
- Sm - mikronelygumų viršūnių vidutinis žingsnis
- Si - mikronelygumų žingsnis pagal viršūnes
- tp - santykinis atraminis profilio ilgis
Bazinis ilgis l yra paviršiaus ilgis, parinktas šiurkštumui matuoti. Jis yra standartizuotas ir jo skaitmeninės reikšmės parenkamos nuo 0,01 iki 25 mm (priklausomai nuo apdirbimo metodo). Profilio vidutinis aritmetinis vidurkis Ra yra profilio nuokrypių iki vidutinės linijos vidutinis aritmetinis nukrypimas baziniame ilgyje: Ra = 1/n * Σ |yi|. Rz yra profilio penkių iškilimų ir 5 įdubimų vidutinė reikšmė baziniame ilgyje: Rz = (Σ Hmax - Σ Hmin) / 5. Sm yra profilio nelygumo žingsnio vidutinė aritmetinė reikšmė baziniame ilgyje: Sm = 1/n * ΣSmi. Si (S) - profilio nelygumų viršūnių žingsnių vidutinė reikšmė baziniame ilgyje. tp - profilio atraminio ilgio santykis su baziniu ilgiu: tp = Σbi / l * 100%. bi - atkarpos baziniame ilgyje. tp - pagrindinis šiurkštumo parametras. Šiurkštumo žymėjimą brėžiniuose standartas reglamentuoja 3 šiurkštumo žymėjimo ženklais: 1. ⏻ - Ženklas nenurodo apdirbimo būdo; 2. ⏻ - apdirbimo būdas nuimant medžiagos sluoksnį; 3. ⏻ - apdirbimas nepašalinant medžiagos.

Paviršiaus šiurkštumas yra labai svarbus daugeliui paviršių, susijusių su slydimu, nes tokie veiksniai kaip pradinis nusidėvėjimo greitis ir nuolatinis jo pobūdis labai priklauso nuo šios savybės. Paprastai jis apibrėžiamas kaip minimalus atstumas (bangos ilgis) tarp dviejų viršūnių arba dviejų slėnių. Paprastai bangos ilgis yra 1 mm ar mažesnis. Paprastai paviršiaus šiurkštumui įvertinti naudojame bazinę liniją. Aukščiausias taškas virš bazinės linijos vadinamas ketera, o žemiausias taškas žemiau bazinės linijos - duburiu. Ra apibrėžiamas kaip vidutinis aritmetinis kreivės nuokrypis (vidutinis šiurkštumas), Rz - kaip vidutinis nelygumo aukštis, o Ry - kaip didžiausias aukštis. Paviršiaus šiurkštumą sukelia ruošinio apdirbimo procesas. Naudojami parametrai: ① Atrankos ilgis: kiekvieno parametro ilgio vienetas. Mėginių ėmimo ilgis yra atskaitos linijos ilgis, nurodytas paviršiaus šiurkštumui įvertinti. ② Įvertinimo ilgis: susideda iš N atrankos ilgių. ③ Atskaitos linija: atskaitos linija yra profilio vidurio linija, naudojama šiurkštumo parametrams įvertinti. Šiurkštumo matavimo mašinos naudoja labai jautrų deimantinį rašiklį, kad pervažiuotų paviršių. Šiurkštumo palyginimo plokštės yra nikelio pavyzdžiai, pagaminti elektroformuojant.
Radialinio ir galinio mušimų matavimas yra svarbus procesas, siekiant užtikrinti detalių tikslumą ir tinkamą surinkimą. Paviršių tarpusavio padėties nuokrypiai matuojami prietaisais, taikant lyginimo metodą. Šiame procese matuojamas cilindrinio velenėlio radialinis ir galinis mušimai laikrodiniu arba svirtiniu-krumpliaratiniu indikatoriumi. Norint išmatuoti paviršiaus A mušimą paviršiaus B atžvilgiu, statomi du indikatoriai. Detalę įstačius tarp prietaiso centrų, indikatorių stiebeliai priglaudžiami prie paviršių A ir B taip, kad jų ašys būtų vienoje plokštumoje, einančioje per detalės ašį. Didžiausias abiejų indikatorių rodmenų skirtumas ir yra paviršiaus A mušimas paviršiaus B atžvilgiu. Bendraašiškumo e reikšmė lygi 1/2 didžiausio abiejų indikatorių rodmenų skirtumo.
tags: #standartinis #veleno #radialinis #musimas