Metrologija - tai mokslas apie matavimus, matavimo vienetus ir jų vienovės bei tikslumo užtikrinimą. Svarbiausias metrologijos uždavinys - užtikrinti matavimų vienovę bei reikiamą tikslumą. Daugelyje pasaulio šalių matavimų vienovės ir tikslumo užtikrinimo priemonės yra reglamentuojamos įstatymų. Bendras matavimų vienovės užtikrinimo taisykles, normas ir reikalavimus nagrinėja teisinė metrologija. Plėtoti nacionalinę matavimų sistemą ypač padeda tarptautinis bendradarbiavimas tiek fundamentaliosios (mokslinės), tiek pramoninės bei teisinės metrologijos srityje.
Tarptautinio susitarimo poreikis metrologijos srityje buvo pripažintas dar 1860 metais. Plėtojant šalių kultūrinius bei ekonominius ryšius pirmiausia prireikė suvienodinti matus tarptautiniu mastu. Be to, matavimai turėjo būti atliekami taip, kad vartotojas galėtų pasikliauti gaunamais rezultatais. Pagrindiniai matavimų vienovės principai buvo pradėti įgyvendinti dar XVIII a. pabaigoje Prancūzijoje sukūrus metrinės vienetų sistemos pagrindus. Tačiau tik XIX a. antroje pusėje ši sistema buvo pripažinta tarptautine, kai 1875 m. Paryžiuje septyniolika pasaulio valstybių pasirašė tarpvalstybinį susitarimą - Metrinę konvenciją. 1998 metais Metrinę konvenciją buvo pasirašiusios 48 šalys.
Metrinė sistema, kuria remiasi Metrinė konvencija, buvo išplėtota iki tarptautinės vienetų sistemos SI.
Metrinė konvencija ir tarptautinė vienetų sistema SI
Metrinėje konvencijoje atsakomybė už adekvačią techninę matavimo vienetų prasmę perduodama Generalinei svarsčių ir matų konferencijai, su kuria šalys, pasirašiusios Metrinę konvenciją, gali bendradarbiauti. Kad šalyje būtų užtikrinta matavimų vienovė, matavimo vienetų apibrėžimai turi būti suderinti su jų apibrėžimais, įteisintais kitose šalyse. Kita vertus, techninė pažanga sąlygoja vienetų apibrėžimų kaitą, ir visi vartotojai tuos pokyčius turi įteisinti vienu metu.
Metrinėje konvencijoje numatyta nuolatinė organizacinė struktūra. Ja vadovaudamosi vyriausybės gali veikti sutartinai dėl visų dalykų, susijusių su matavimo vienetais. Generalinės svarsčių ir matų konferencijos šaukiamos kas ketveri metai Paryžiuje. Jose dalyvauja visų Konvenciją pasirašiusių šalių atstovai. Tarptautinį svarsčių ir matų komitetą (CIPM) sudaro 18 generalinėje konferencijoje išrinktų asmenų. Jis prižiūri Tarptautinio svarsčių ir matų biuro (BIPM) darbą. Konsultaciniai komitetai rūpinasi matavimo vienetų apibrėžimų bei jų verčių perdavimo tobulinimu. 1998 m. BIPM dirbo 8 konsultaciniai komitetai. Kiekvienas konsultacinis komitetas savo srities klausimais konsultuoja CIPM. Sutarties infrastruktūra ir yra sudaryta taip, kad būtų galima palaikyti matavimo vienetus šiuolaikiniame lygyje, laiku būtų padaromos pataisos, susijusios su mokslo ir technikos pažanga, bei atsižvelgiama į visuomenės reikmes.
1791 m. Prancūzijos nacionalinis susirinkimas priėmė metrinę matų sistemą. Tai buvo pirmoji dydžių vienetų sistema. Ją sudarė ilgio, ploto, tūrio ir masės vienetai. Pagrindiniai vienetai buvo metras ir kilogramas. Žinoma, šių dienų reikalavimų ši sistema nebeatitinka. Pagrindinių ir išvestinių vienetų sistemą pasiūlė K. Gausas (Gauss). Šioje sistemoje buvo tokie pagrindiniai vienetai: ilgio - milimetras, masės - kilogramas, laiko - sekundė. Visi kiti vienetai buvo sudaromi iš šių trijų nepriklausomų vienetų.
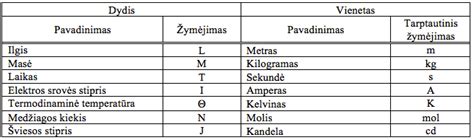
Ilgainiui atsirado didelė dydžių vienetų ir sistemų įvairovė, todėl buvo gana keblu jomis naudotis. Dėl to kilo idėja sukurti bendrą dydžių vienetų sistemą, patogią vartoti visose mokslo ir technikos srityse, kuri pakeistų visas vienetų sistemas ir įvairius nesisteminius vienetus. Tarptautinis svarsčių ir matų komitetas sudarė komisiją vienai tarptautinei vienetų sistemai sukurti. SI pagrindas yra septyni gerai apibrėžti pagrindiniai vienetai: metras, kilogramas, sekundė, amperas, kelvinas, molis ir kandela.
SI vienetai yra koherentiški. Tai reiškia, kad jie sudaro vienetų sistemą, kurioje vienetai yra tarpusavyje susieti sandaugų ar santykių ryšiais, o daugikliai siejančiose priklausomybėse visada lygūs 1. Iš SI vienetų tik kilogramo apibrėžimas susijęs su dirbtiniu produktu - platinos ir iridžio lydiniu. Sekundę apibrėžia atominiai ir kvantiniai reiškiniai; metrą - šviesos greitis ir sekundė; amperą - mechaninė jėga ir atstumas; kelviną - termodinaminės pusiausvyros būsena; kandelą - galia ir fiziologinės konversijos faktoriai; molį - kiekis medžiagos, lygus skaičiui atomų dvylikoje gramų anglies 12C. Visi jie susiję tiek su atomo ir kvantiniais reiškiniais, tiek ir su fundamentaliosiomis fizikos konstantomis.
Papildomieji SI vienetai - tai plokščio ir erdvinio kampo vienetai: radianas ir steradianas. Išvestiniai SI vienetai sudaromi iš pagrindinių ir papildomųjų. Kadangi matuojamųjų dydžių verčių ruožas labai platus, tai SI vienetais naudotis ne visada patogu, nes gaunama ir labai didelių, ir labai mažų verčių. Todėl leidžiama naudotis kartotiniais ir daliniais sistemos vienetais. Šiems vienetams sudaryti vartojami daugikliai. Kartotinių ir dalinių vienetų pavadinimai turi daugiklius atitinkančius priešdėlius. Savo ruožtu SI sistema nėra nekintama: ji nuolat tobulinama siekiant patenkinti vis didėjančius reikalavimus matavimams, kad būtų patenkinti didesni tikslumo reikalavimai, išplėstos matavimų ribos, aprėpiamos naujos matavimų sritys, tuo pat metu išlaikant matavimų vienovę.
Etalonai ir matavimų atsekamumas
Matuojamąjį dydį, nusakantį kokį nors sistemos bruožą, apibūdina jo dimensija. Fundamentalioji vertė, susijusi su bet kuria dimensija, priklauso nuo vieneto. Pavyzdžiui, masės, ilgio, laiko dimensijos asocijuojasi su kilogramo, metro, sekundės vienetais. Kad matuoti būtų galima reikiamu tikslumu, vartojami matavimo vienetai turi būti tiksliai apibrėžti, taip pat reikalingos priemonės naudojamoms matavimo priemonėms palyginti pagal priimtą šio vieneto etaloną.
Matavimo etalonu vadinama matavimo priemonė, realizuojanti matuojamojo dydžio vienetą. Pirminis etalonas nustato (nusako) dydžio vieneto vertę ir realizuoja vienetą taip, kaip jis yra apibrėžtas. Savo ruožtu dydis apibrėžiamas remiantis fizikos žinių lygiu taip, kad jį būtų galima nustatyti su kuo mažesne neapibrėžtimi. Todėl tarptautiniai susitarimai dėl vienetų apibrėžimo siejami su pirminių etalonų panaudojimu; šiais susitarimais numatomos priemonės etalonui realizuoti.
Kad pirminiai etalonai būtų tinkami visame pasaulyje, jie turi būti patikimi ir stabilūs ilgą laiką bei mažiausiai jautrūs aplinkos pokyčiams. Šalia pirminio etalono tiek valstybinėse metrologijos institucijose, tiek pramonės įmonėse matavimo priemonėms kalibruoti vartojami įvairūs atraminiai etalonai, kurie yra ne tokie sudėtingi, tikslūs ir ne tokie brangūs kaip pirminiai etalonai. Tiksliausi šalyje turimi etalonai vadinami valstybiniais. Jie nebūtinai turi būti pirminiai. Nacionalinių matavimo etalonų lygį lemia šalies poreikiai, metrologinės galimybės bei turimi resursai. Tačiau labai svarbu užtikrinti, kad matavimai, atlikti bet kur šalyje kasdien naudojamomis laboratorinėmis ar darbinėmis matavimo priemonėmis, derintųsi tarpusavyje, t. y. tą pačią matuojamojo dydžio vertę atitiktų tas pats matavimo rezultatas (matavimo neapibrėžties ribose). Šią dydžio vertę atkurią tarptautinis ar nacionalinis etalonas.
Matavimo vienetų susiejimas su etalonais (atsekamumas) pasiekiama, kai kiekviena kalibravimo pakopa yra susijusi su greta esančia per įteisintą sertifikavimo sistemą. Pasaulinio masto tarptautinis susitarimas dėl matavimo vienetų ir tikslių matavimo etalonų sieties užtikrinimo, tenkinant mokslo, pramonės, prekybos bei visuomenės poreikius, apibrėžtas Metrine konvencija. Įgyvendinti šį susitarimą patikėta BIPM ir išsivysčiusių šalių metrologijos institutams.
BIPM atsako už vieningos, koherentiškos dydžių matavimo sistemos bazės sukūrimą. BIPM ne tik platina vienetus, pavyzdžiui, masės, laiko vienetus, bet ir užsiima koordinacine veikla, t. y. lygina tarptautinius nacionalinius etalonus.
Kad didžiausio reikiamo tikslumo matavimai ilgai būtų stabilūs, reikalingi vienetai, susiję su atominiais ir kvantiniais reiškiniais. Fundamentaliosios fizikinės savybės yra atkartojamos geriau, negu savybės (požymiai), apibrėžtos naudojantis matavimo vienetais, grindžiamais žmogaus sukurtais prototipais. Aiškiai apibrėžtose situacijose vienetus sieja fundamentaliosios fizikos konstantos; šių konstantų vertės SI vienetais gaunamos arba tiesiogiai iš bandymų, arba apskaičiuojamos netiesiogiai, panaudojant vieną iš daugelio jas siejančių ryšių. Įteisinus fizikinėmis konstantomis remiantis sudarytus vienetus, ne tik padidėjo matavimų tikslumas daugelyje matavimo sričių, bet ir susiformavo naujas požiūris į matavimo etalonus.
Tarptautinių ir nacionalinių matavimo etalonų kūrimas ir palaikymas yra savita matavimų mokslo sritis, kuriai būdinga siekti kuo didesnio matavimo etalonų tikslumo (kuo labiau sumažinti konkretaus vieneto etalono neapibrėžtį). Daugiausia dėmesio skiriama pagrindinių SI vienetų etalonams.

Pirminiai etalonai yra sudėtingi ir brangūs, be to, dažnai jie nepritaikyti praktinėms kalibravimo reikmėms. Šiam tikslui naudojami žemesnių kalibravimo grandinės pakopų etalonai - atraminiai arba darbiniai. Kiekvienos žemesnės pakopos etalonai kalibruojami pagal greta esančio aukštesnio lygio etalonus. Žemesnės tikslumo pakopos etalonų kalibravimo neapibrėžtis yra 3-4 kartus didesnė už gretimos aukštesnės tikslumo pakopos etalonų kalibravimo neapibrėžtį.
Matavimo vienetų atgaminimas panaudojant etalonus, sukurtus remiantis fundamentaliosiomis fizikos konstantomis bei kvantiniais efektais, suteikia galimybę realizuoti pirminius SI vienetų etalonus tiesiog pažangių technologijų įmonėse bei išplatinti šiuos vienetus per nacionalinius matavimo institutus. Kalibravimo laboratorijos, kurios sugeba pasinaudoti šiais kvantiniais efektais, gali disponuoti pirminiais etalonais. Tada labai sutrumpėja tarptautinės sieties grandinės, laiduojančios matavimų vienovę, ir sumažėja vienetų platinimo išlaidos. Kita vertus, kai egzistuoja daug pirminių etalonų, sunkiau teisiškai užtikrinti matavimų vienovę. Reikalingi teisiniai aktai ir tarptautiniai susitarimai, kad būtų sukurtos priemonės (prielaidos), kuriomis pasinaudojant matavimo rezultatai būtų pripažinti galiojančiais, nes vienoje šalyje sukurti pirminiai etalonai iš principo negali būti susieti su kitų šalių pirminiais etalonais, pavyzdžiui, negali būti įtraukti į tą pačią kalibravimo grandinę. Vietoj to įvairių šalių pirminiai etalonai lyginami vieni su kitais, kad būtų galima nustatyti, koks vieneto tikslumo lygis yra ekvivalentiškas.
Nacionalinis metrologijos institutas gali neturėti pirminių etalonų, o tenkintis atraminiais etalonais, susietais su kitos šalies ar BIPM pirminiu etalonu.
VIEŠOJO KALBĖJIMO PSICHOLOGIJA. Praktikos, kurios leidžia tapti stipriu žmogumi kalbant
Asmenys, norintys išvystyti pažangios technologijos pramonę, privalo turėti savo pirminius etalonus, kad būtų tikri dėl atliekamų matavimų tikslumo ir stabilumo. Esminis suderinto metrologijos tobulinimo laidas yra tarptautinis bendradarbiavimas kuriant matavimo etalonus, dalyvavimas tarptautinėse programose bei tiesioginių ryšių su kitų šalių metrologijos institutais stiprinimas siekiant matavimo etalonų tarptautinio susietumo bei nacionalinių galimybių išplėtimo.
Teisinė metrologija ir matavimų kontrolė
Teisinė svarsčių ir matų kontrolė yra viena seniausių vartotojų apsaugos formų. Prekyboje matavimai turėjo teisinį pagrindą beveik nuo rašytinės istorijos pradžios. Patikrinti svarsčiai ir matai yra visuotinai reikalingi prekių mainams. Tačiau prekyba nėra vienintelė sritis, kur matavimai turi būti teisiškai pagrįsti. Kokybė tampa rinkos parametru, tad jos užtikrinimo sistemos yra sertifikuojamos pagal ISO-9000 standartų reikalavimus. Tuo pačiu kokybės užtikrinimo sistemose naudojami matavimo prietaisai - kokybės informacijos įranga - taip pat tampa prieinami (atviri) teisiniam tyrimui. Aplinkosaugai, žmonių sveikatos apsaugai ir jų saugumui vis labiau technologiškai išsivystytame pasaulyje taip pat reikia daugybės reguliavimo aktų, kuriems įgyvendinti reikalingi matavimai. Taigi iš esmės beveik visi matavimai yra susiję su teisiniais dalykais.
Teisinė metrologija yra metrologijos šaka, kuri nagrinėja, ar matavimo vienetai, matavimo metodai ir matavimo priemonės atitinka privalomus techninius reikalavimus, kurių tikslas yra užtikrinti žmonių saugumą ir atliekamų matavimų tikslumą, kad žmonės būtų apsaugoti nuo neteisingų matavimų padarinių. Teisinė metrologija apima visas teisines, administracines ir technines procedūras, kurias nustato ir įdiegia valstybiniai organai, siekdami apibrėžti ir užtikrinti reikiamą matavimų, susijusių su oficialia kontrole, prekybos operacijomis, taip pat sveikatos apsauga, saugumu bei aplinkosauga, kokybę ir patikimumą. Ji taikoma ten, kur gali būti nesutarimų dėl matavimo rezultatų, arba ten, kur dėl neteisingų matavimų gali būti padaryta žala žmogui ar visuomenei.
Esminis matavimų bruožas yra internacionalumas; tarptautinė prekyba lemia ekonomikos globalumą, tyrimai technologijos, medicinos ir kitose srityse taip pat labai priklauso nuo tarptautinio bendradarbiavimo. Tarptautinis keitimasis žiniomis, ekspertizės rezultatais skatina įvairių žmogaus veiklos sričių pažangą. Su metrologija susijusios ir tokios daugelio tarptautinių institucijų veiklos sritys kaip standartizavimas, akreditavimas, sertifikavimas, fizika, chemija, sveikatos apsauga.
Matmenys, nuokrypiai ir tolerancijos
Matmenys nusako detalės dydį, formą ir paviršių tarpusavio padėtį. Dažnai vartojamos tokios sąvokos kaip nominalusis matmuo, tikrasis matmuo ir ribiniai matmenys. Nominalusis matmuo (D, d, L ir kt.) - detalės arba sujungimo matmuo, nuo kurio atidedami nuokrypiai ir apskaičiuojami ribiniai matmenys. Nominaliuosius matmenis nurodo konstruktorius pagal stiprumo ar standumo skaičiavimus ir eksploatacinius reikalavimus.
Visi gaminami gaminiai, kad ir kokia preciziška būtų įranga ir kad ir kaip besistengtume, dydis ir forma negali visiškai atitikti teorinių skaitinių reikalavimų. Taigi, kaip įvykdyti dalių pakeičiamumo reikalavimus? Tai reiškia, kad bet kuri iš tos pačios specifikacijos dalių arba komponentų partijos gali atitikti nurodytus veikimo reikalavimus be jokio pasirinkimo ar papildomų pakeitimų. Detalių apdirbimo metu dėl staklių tikslumo įtakos, įrankių nusidėvėjimo, matavimo paklaidų ir pan., neįmanoma visiškai tiksliai apdoroti detalių matmenų.
Ribiniai matmenys - didžiausias ir mažiausias leistinas matmuo. Detalės matmuo turi būti ne didesnis už didžiausią ribinį matmenį.
Tikrieji matmenys - matavimo būdu nustatyti matmenys, kai matavimo tikslumas yra leidžiamas arba pakankamas.
Nuokrypiai - skirtumas tarp atitinkamo ir nominaliojo matmens.
Viršutiniai nuokrypiai - skirtumas tarp didžiausio ribinio matmens ir nominaliojo.
Apatiniai nuokrypiai - skirtumas tarp mažiausio ribinio matmens ir nominaliojo.
Pagrindinis nuokrypis - viršutinis arba apatinis nuokrypis, kuris yra arčiau nulinės linijos (nominaliojo matmens). Jis charakterizuoja suleidimą ir nusako tolerancijos lauko padėtį nulinės linijos atžvilgiu.
Leidžiamoji nuokrypa (tolerancija) - skirtumas tarp didžiausio ir mažiausio ribinių matmenų, lygus skirtumui tarp viršutinio ir apatinio nuokrypių. Tolerancija yra visada teigiamas dydis, charakterizuojantis matmens tikslumą.

Suleidimo sistemos
Skylės Suleidimo Sistema: Skylės sistemoje, esant tam pačiam nominaliųjų matmenų intervalui ir tikslumo laipsniui, ribiniai skylės matmenys yra nekintami, o norimi suleidimai yra gaunami atitinkamai parenkant veleno matmenis. Tokia skylė vadinama pagrindine skyle. Jos tolerancijos lauko padėtis yra nusakoma pagrindiniu nuokrypiu H, kuris lygus 0, ir tolerancijos laukas išsidėstęs į pliusą.
Veleno Suleidimo Sistema: Veleno sistemoje, esant tam pačiam nominaliųjų matmenų intervalui ir tikslumo laipsniui, ribiniai veleno matmenys yra nekintami, o norimi suleidimai yra gaunami atitinkamai parenkant skylės matmenis. Toks velenas vadinamas pagrindiniu velenu. Jo tolerancijos lauko padėtis yra nusakoma pagrindiniu nuokrypiu h, kuris lygus 0, ir tolerancijos laukas išsidėstęs į minusą.
Tinkamumas - skylės tolerancijos zona yra virš veleno PR zonos.
Interferencinis pritaikymas - skylės tolerancijos zona yra žemiau veleno tolerancijos zonos.
Per didelis bendradarbiavimas - skylių tolerancijos zonų sutapimas su veleno tolerancijos zonomis.

Formos ir paviršiaus nuokrypiai
Formos tolerancija reiškia bendrą leistiną vienos tikrosios ypatybės formos variacijų kiekį. Formos tolerancija išreiškiama formos tolerancijos zonomis. Formos tolerancijos zoną sudaro keturi elementai: forma, kryptis, padėtis ir tolerancijos zonos dydis.
Tiesumas reiškia sąlygą, kad tikroji detalės tiesių linijų elementų forma išlaiko idealią tiesią liniją. Tai yra tai, kas paprastai vadinama tiesumu. Tiesumo tolerancija yra didžiausias leistinas tikrosios linijos pokytis nuo idealios tiesės.
Plokštumas reiškia tikrąją detalės plokščių elementų formą ir idealios plokštumos išlaikymo būklę. Tai paprastai vadinama plokštumu. Lygumo tolerancija yra didžiausias leistinas tikrojo paviršiaus pokytis nuo lygaus paviršiaus.
Apvalumas reiškia tikrąją apskritimo elementų formą dalyje, vienodu atstumu nuo jos centro. Tai paprastai vadinama apvalumo laipsniu. Apvalumo tolerancija yra didžiausias leistinas tikrojo apskritimo pokytis nuo idealaus apskritimo tame pačiame skerspjūvyje.
Cilindriškumas reiškia, kad visi detalės cilindrinio paviršiaus kontūro taškai yra vienodu atstumu nuo jos ašies. Cilindriškumo tolerancija yra didžiausias leistinas skirtumas nuo tikrojo cilindrinio paviršiaus iki idealaus cilindrinio paviršiaus.
Linijinis profilis reiškia sąlygą, kad bet kokios formos kreivė išlaiko idealią formą tam tikroje detalės plokštumoje. Linijos profilio tolerancija reiškia leistiną tikrojo ne apskrito kreivės kontūro kitimą.
Paviršiaus kontūras reiškia būklę, kai savavališkos formos dalies paviršius išlaiko idealią formą. Paviršiaus kontūro tolerancija reiškia tikrąją neapvalaus paviršiaus kontūro liniją ir leistiną nuokrypį nuo idealaus kontūrinio paviršiaus.
Orientacijos tolerancija reiškia bendrą pokyčių, kuriuos leidžia susiję faktiniai elementai nulinio taško kryptimi, kiekį. Lygiagretumas, paprastai žinomas kaip lygiagretumo laipsnis, rodo, kad faktiniai detalės matuojami elementai lieka vienodu atstumu nuo atskaitos taško. Statmenumas, paprastai žinomas kaip dviejų elementų ortogonalumo laipsnis, rodo, kad išmatuotas elementas išlaiko teisingą 90 laipsnių kampą nulinio taško elemento atžvilgiu. Pasvirimas reiškia teisingą sąlygą išlaikyti bet kokį nurodytą kampą tarp dviejų elementų santykinių krypčių.
Padėties nustatymo tolerancija yra bendras leistinas susijusios faktinės ypatybės padėties, palyginti su atskaitos tašku, kitimo dydis. Padėtis reiškia dalių, linijų, paviršių ir kitų elementų tikslumą, palyginti su jų idealia padėtimi.
Koaksialumas reiškia, kad išmatuota dalies ašis yra toje pačioje tiesėje, palyginti su atskaitos ašimi.
Simetrija reiškia būseną, kai du simetriški centriniai elementai lieka toje pačioje centrinėje plokštumoje.
Bėgimo tolerancija yra tolerancijos elementas, pateikiamas remiantis konkrečiu aptikimo metodu. Apvalus išbėgimas reiškia, kad dalies sukimosi paviršius išlaiko fiksuotą padėtį atskaitos ašies atžvilgiu ribotoje matavimo plokštumoje. Bendras nutekėjimas reiškia išbėgimą visame išmatuotame paviršiuje, kai dalis nuolat sukasi aplink atskaitos ašį.

Matavimo paklaidos
Matavimo paklaida - tai skirtumas tarp išmatuotos ir tikrosios dydžio vertės. Paklaidos skirstomos į sistemines (pastovios arba kintančios pagal tam tikrą dėsnį) ir atsitiktines (kintančios neprognozuojamai).
Pagrindiniai matavimo paklaidų šaltiniai:
- Matavimo priemonės paklaida: paklaida, atsirandanti dėl matavimo priemonės netikslumo.
- Temperatūrinės paklaidos: paklaidos, atsirandančios dėl temperatūros pokyčių matavimo metu.
- Subjektyvios paklaidos: paklaidos, atsirandančios dėl matuotojo veiksmų (pvz., neteisingo prietaiso parinkimo, netikslaus ataskaitos paėmimo).
Matavimo priemonės paklaida nustatoma kalibruojant priemonę su etalonu. Temperatūrinės paklaidos atsiranda dėl medžiagų plėtimosi arba traukimosi keičiantis temperatūrai. Šias paklaidas galima sumažinti naudojant termokompensacinius prietaisus, matuojant pastovioje temperatūroje arba atliekant korekcijas pagal temperatūros koeficientus.
Užlaidos dydžio nustatymas ir optimalumas
Pagrindinis mažos apimties gamybos uždavinys yra užtikrinti gaminio kokybę su minimaliomis bendromis sąnaudomis. Optimalus užlaidos nustatymas technologiniam apdirbimui yra labai svarbus.
Nuo užlaidos dydžio priklauso gaminio savikaina ir kokybė. Padidinus užlaidą, padidėja visos gaminio savikainos dedamosios (daugiau nudils įrankis, bus sunaudota daugiau elektros energijos ir t.t.). Be to, užlaida gali įtakoti visą gamybinį procesą, įrankių sunaudojimą ir broko tikimybę. Kuo daugiau operacijų reikės užlaidai pašalinti, tuo ilgesnis ciklas bus detalei pagaminti, tuo didesnė bus jos savikaina. Užlaidos sumažinimas gali padidinti broko tikimybę.
Faktoriai, įtakojantys užlaidos dydį:
- Ruošinio gavimo metodas (rankinis ar mašininis formavimas; ruošinio liejimo būdas; kaltas ar štampuotas ruošinys ir t.t.).
- Apdirbamo paviršiaus būklė (šiurkštumas, defektai).
- Reikalingas detalės tikslumas.
- Apdirbimo metodas.
- Įranga.
- Pjovimo įrankiai.
- Terminis apdirbimas.
- Matavimo priemonės.
Užlaida yra vadinamas medžiagos sluoksnis, kurį reikia pašalinti nuo ruošinio, norint gauti nustatytas apdirbamo paviršiaus savybes (matmuo, forma, kietumas, šiurkštumas ir t.t.). Užlaida, pašalinama atliekant vieną technologijos operaciją, yra vadinama operacijos užlaida. Operacijos užlaida ne visada pašalinama vienu kartu. Jeigu užlaida pašalinama viena technologijos pakopa, ji vadinama pakopos užlaida. O visų operacijų metu pašalinamos užlaidos suma sudaro bendrą užlaidą. Užlaidos yra matuojamos apdirbamajam paviršiui statmena kryptimi. Jos gali būti simetrinės ir nesimetrinės.
Užlaidos dydis turi svarbią reikšmę projektuojamam technologijos procesui. Jeigu užlaida yra per didelė, detalei pagaminti sunaudojama daug medžiagos, daromos papildomos technologijos pakopos, papildomai gaištamas laikas, eikvojama energija, dyla pjovimo įrankiai. Todėl padidėja detalės savikaina. Jeigu paviršinis ruošinio sluoksnis yra atsparus dilimui, negerai, kai per didelės užlaidos jis yra pašalinamas. Dėl mažos užlaidos gali susidaryti netinkamos pjovimo įrankio darbo sąlygos, jam pjaunant liejimo plutą arba sukietintą sluoksnį. Per maža užlaida gali būti broko priežastis. Didelės užlaidos pasitaiko vienetinėje gamyboje, kai apdirbami netikslūs ruošiniai.
Reikia siekti optimalios užlaidos. Optimalios užlaidos nustatymas siejasi su ruošinio matmens ir tarpinių ruošinio apdirbimo matmens ir tolerancijos nustatymu. Ruošinys turi būti pagamintas pakankamai tiksliai, jeigu toliau jį numatoma apdirbti automatiniu matmens gavimo būdu, nes netikslų ruošinį sunku tvirtinti įtaisuose ir pasiekti reikiamą apdirbimo tikslumą.

Mašininėje gamyboje užlaidos dažnai parenkamos iš lentelių, pateikiamų standartuose ir žinynuose. Šis metodas remiasi įmonės patirtimi. Iš šių lentelių parenkama užlaida paskutinei operacijai. Toliau renkama užlaida priešpaskutinei operacijai ir t.t. Paskutinei, rupiojo apdirbimo operacijos, užlaidai tenka nuo ankstesnių operacijų likęs metalo sluoksnis. Tarpinių matmens tolerancijos randamos iš lentelių, žinant, kokį matmens tikslumą galima pasiekti vienu ar kitu apdirbimo būdu.
tags: #veleno #ir #skyles #sistemos #nustatymas